- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Napredek epitaksialne tehnologije italijanskega LPE 200 mm SiC
2024-08-06
Uvod
SiC je boljši od Si v mnogih aplikacijah zaradi svojih boljših elektronskih lastnosti, kot so visoka temperaturna stabilnost, širok pas, visoka prebojna električna poljska jakost in visoka toplotna prevodnost. Danes se razpoložljivost vlečnih sistemov električnih vozil znatno izboljšuje zaradi višjih preklopnih hitrosti, višjih delovnih temperatur in manjše toplotne odpornosti polprevodniških polprevodniških tranzistorjev s kovinskim oksidom SiC (MOSFET). Trg napajalnih naprav na osnovi SiC je v zadnjih nekaj letih zelo hitro rasel; zato se je povečalo povpraševanje po visokokakovostnih, brezhibnih in enotnih materialih SiC.
V zadnjih nekaj desetletjih so dobavitelji substratov 4H-SiC lahko povečali premer rezin z 2 palcev na 150 mm (pri čemer so ohranili enako kakovost kristalov). Danes je običajna velikost rezin za SiC naprave 150 mm in da bi zmanjšali proizvodne stroške na enoto naprave, so nekateri proizvajalci naprav v zgodnjih fazah ustanavljanja 200 mm tovarn. Za dosego tega cilja je poleg potrebe po komercialno dostopnih 200 mm SiC rezinah zelo zaželena tudi sposobnost izvajanja enakomerne SiC epitaksije. Zato bo po pridobitvi kakovostnih 200 mm SiC substratov naslednji izziv izvesti visokokakovostno epitaksialno rast na teh substratih. LPE je zasnoval in izdelal vodoravni monokristalni vročestenski popolnoma avtomatiziran CVD reaktor (imenovan PE1O8), opremljen z večconskim implantacijskim sistemom, ki lahko obdela do 200 mm substratov SiC. Tukaj poročamo o njegovem delovanju na 150 mm 4H-SiC epitaksiji ter o predhodnih rezultatih na 200 mm epiwaferjih.
Rezultati in razprava
PE1O8 je popolnoma avtomatiziran sistem od kasete do kasete, zasnovan za obdelavo do 200 mm SiC rezin. Format je mogoče preklapljati med 150 in 200 mm, kar zmanjša čas izpada orodja. Zmanjšanje stopenj ogrevanja poveča produktivnost, medtem ko avtomatizacija zmanjša delo ter izboljša kakovost in ponovljivost. Za zagotovitev učinkovitega in stroškovno konkurenčnega postopka epitaksije so navedeni trije glavni dejavniki: 1) hiter postopek, 2) visoka enakomernost debeline in dopinga, 3) minimalno nastajanje napak med postopkom epitaksije. V PE1O8 majhna masa grafita in avtomatiziran sistem za nalaganje/razkladanje omogočata, da se standardna serija izvede v manj kot 75 minutah (standardni recept za diode Schottky 10 μm uporablja hitrost rasti 30 μm/h). Avtomatiziran sistem omogoča nakladanje/razkladanje pri visokih temperaturah. Posledično sta tako čas ogrevanja kot hlajenja kratka, medtem ko je korak pečenja že izključen. Takšni idealni pogoji omogočajo rast resnično nedopiranega materiala.
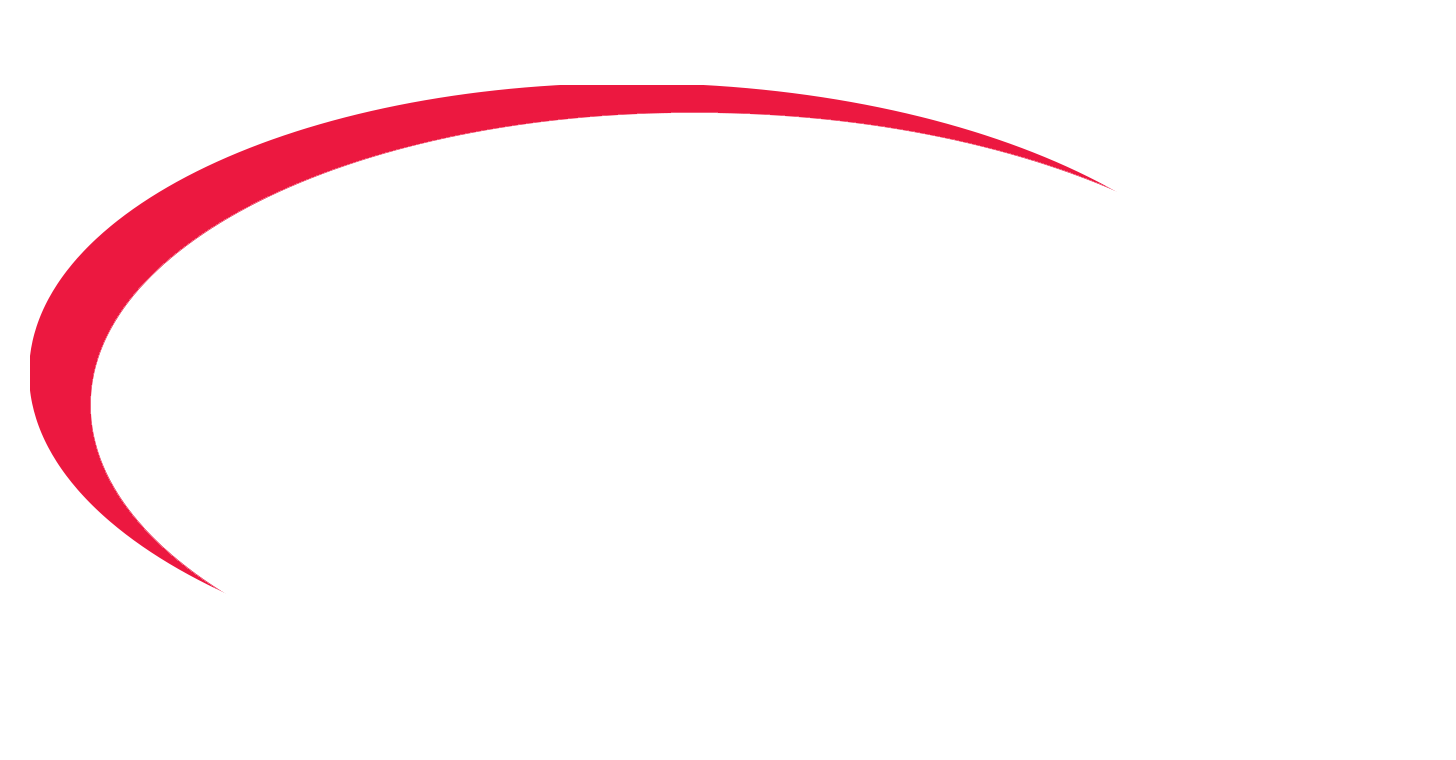
Kompaktnost opreme in njen trikanalni sistem vbrizgavanja povzročita vsestranski sistem z visoko zmogljivostjo tako pri dopiranju kot enakomernosti debeline. To je bilo izvedeno z uporabo simulacij računalniške dinamike tekočin (CFD), da se zagotovi primerljiv pretok plina in enakomernost temperature za formata substrata 150 mm in 200 mm. Kot je prikazano na sliki 1, ta novi sistem za vbrizgavanje enakomerno dovaja plin v osrednji in stranski del komore za nanašanje. Sistem mešanja plinov omogoča variacijo lokalno porazdeljene plinske kemije, kar dodatno razširi število nastavljivih procesnih parametrov za optimizacijo epitaksialne rasti.
Slika 1 Simulirana velikost hitrosti plina (zgoraj) in temperatura plina (spodaj) v procesni komori PE1O8 na ravnini, ki se nahaja 10 mm nad podlago.
Druge funkcije vključujejo izboljšan sistem vrtenja plina, ki uporablja algoritem nadzora povratne informacije za izravnavo delovanja in neposredno merjenje hitrosti vrtenja, ter novo generacijo PID za nadzor temperature. Parametri procesa epitaksije. Postopek epitaksialne rasti n-tipa 4H-SiC je bil razvit v prototipni komori. Triklorosilan in etilen sta bila uporabljena kot prekurzorja za atome silicija in ogljika; H2 je bil uporabljen kot nosilni plin, dušik pa za dopiranje n-tipa. Za gojenje 6,5 μm debelih 1 × 1016 cm-3 n-dopiranih epiplastov 4H-SiC so bili uporabljeni komercialni 150 mm SiC substrati s SiC in raziskovalni 200 mm SiC substrati. Površina substrata je bila jedkana in situ z uporabo toka H2 pri povišani temperaturi. Po tem koraku jedkanja smo gojili vmesni sloj n-tipa z uporabo nizke stopnje rasti in nizkega razmerja C/Si, da smo pripravili gladilni sloj. Na vrh tega vmesnega sloja je bila nanesena aktivna plast z visoko hitrostjo rasti (30 μm/h) z uporabo višjega razmerja C/Si. Razviti postopek je bil nato prenesen v reaktor PE1O8, nameščen v švedskem obratu ST. Podobni procesni parametri in porazdelitev plina so bili uporabljeni za 150 mm in 200 mm vzorce. Natančna nastavitev parametrov rasti je bila preložena na prihodnje študije zaradi omejenega števila razpoložljivih 200 mm substratov.
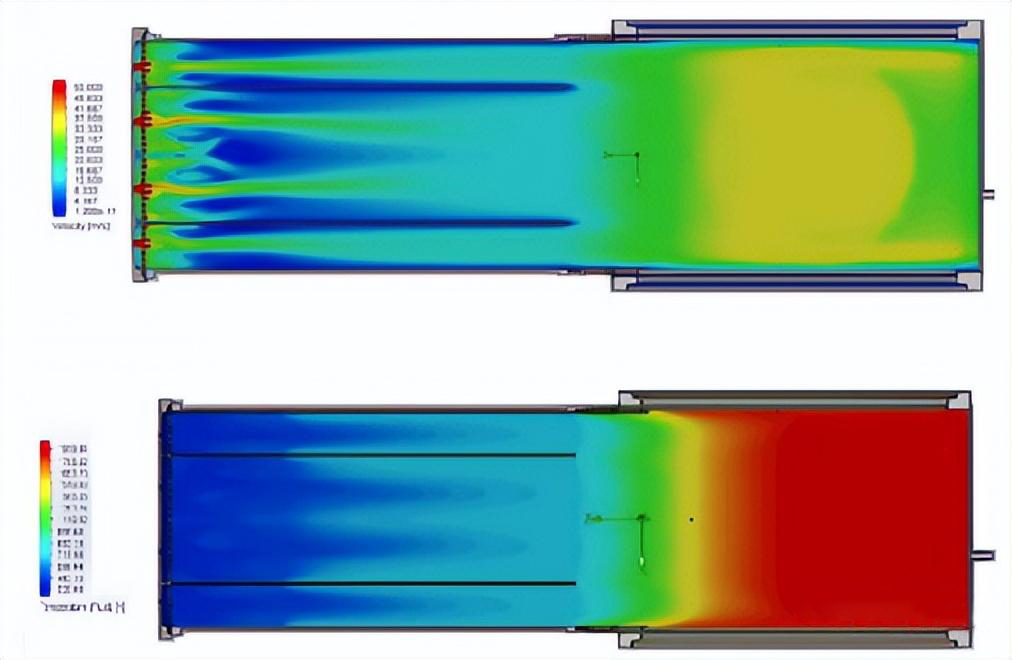
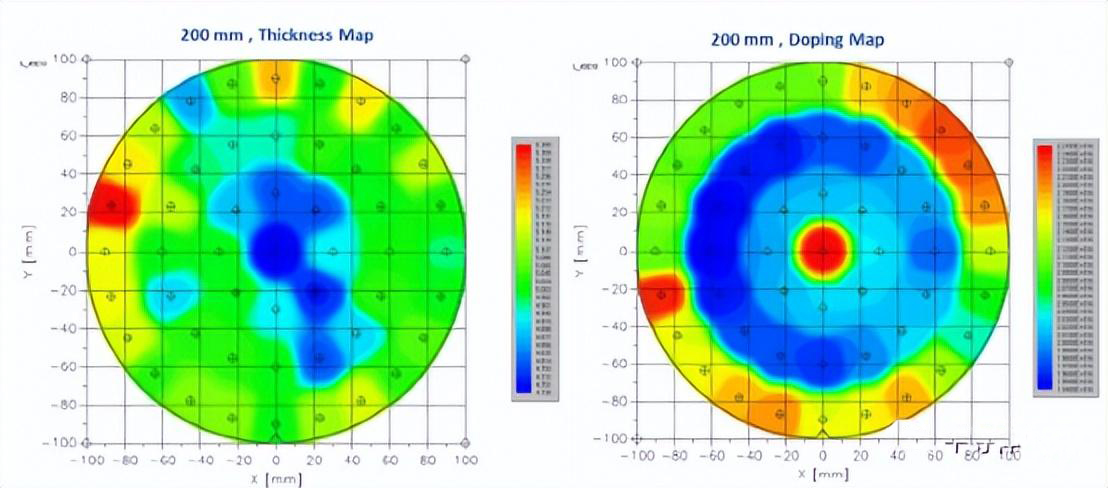
Navidezno debelino in dopirno zmogljivost vzorcev sta ocenili s FTIR oziroma CV živosrebrno sondo. Površinsko morfologijo smo raziskali z diferencialno interferenčno kontrastno mikroskopijo Nomarski (NDIC), gostoto napak v epiplastih pa smo izmerili s Candelo. Preliminarni rezultati. Predhodni rezultati dopinga in enakomernosti debeline 150 mm in 200 mm epitaksialno gojenih vzorcev, obdelanih v prototipni komori, so prikazani na sliki 2. Epiplasti so enakomerno rasli vzdolž površine 150 mm in 200 mm substratov z variacijami debeline (σ/povprečje ) le 0,4 % oziroma 1,4 %, variacije dopinga (σ-srednja vrednost) pa le 1,1 % oziroma 5,6 %. Intrinzične vrednosti dopinga so bile približno 1×1014 cm-3.
Slika 2 Profili debeline in dopinga 200 mm in 150 mm epiwaferjev.
Ponovljivost postopka je bila raziskana s primerjavo variacij med serijami, kar je povzročilo variacije debeline le 0,7 % in variacije dopinga le 3,1 %. Kot je prikazano na sliki 3, so novi 200 mm rezultati postopka primerljivi z najsodobnejšimi rezultati, ki so bili prej doseženi na 150 mm z reaktorjem PE1O6.
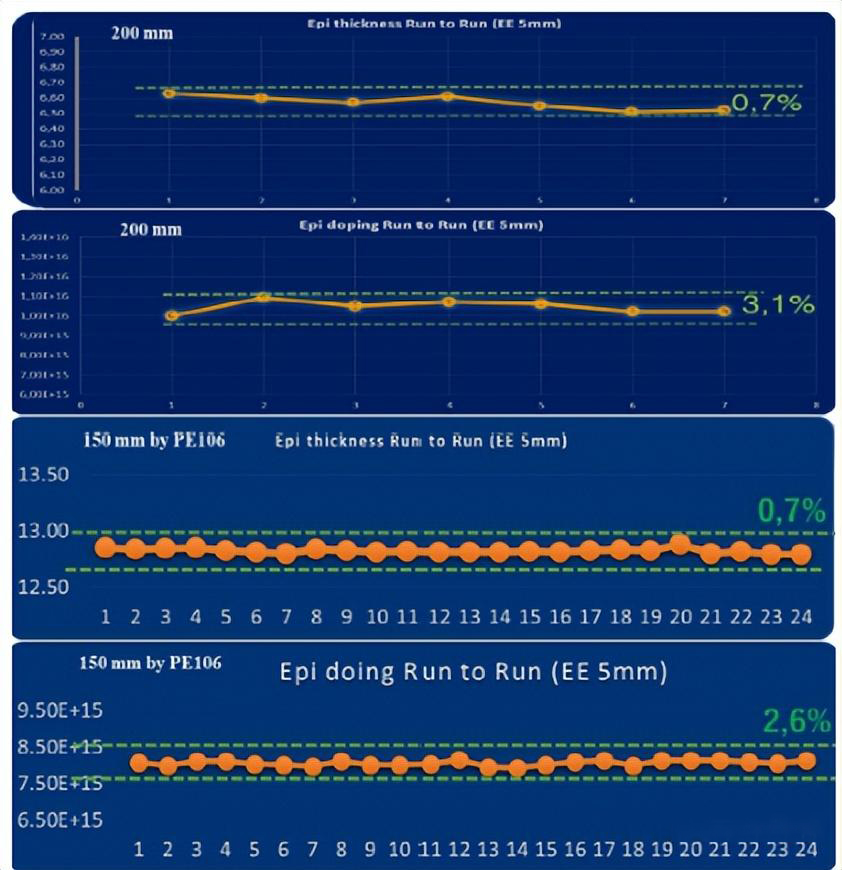
Slika 3 Debelina plasti za plastjo in enotnost dopinga 200 mm vzorca, obdelanega s prototipno komoro (zgoraj), in najsodobnejšega 150 mm vzorca, izdelanega s PE1O6 (spodaj).
Kar zadeva površinsko morfologijo vzorcev, je mikroskopija NDIC potrdila gladko površino s hrapavostjo pod zaznavnim obsegom mikroskopa. Rezultati PE1O8. Postopek smo nato prenesli v reaktor PE1O8. Debelina in enakomernost dopinga 200 mm epiwaferjev sta prikazani na sliki 4. Epiplasti enakomerno rastejo vzdolž površine substrata z variacijami debeline in dopinga (σ/povprečje) le 2,1 % oziroma 3,3 %.
Slika 4 Debelina in dopirni profil 200 mm epiwaferja v reaktorju PE1O8.
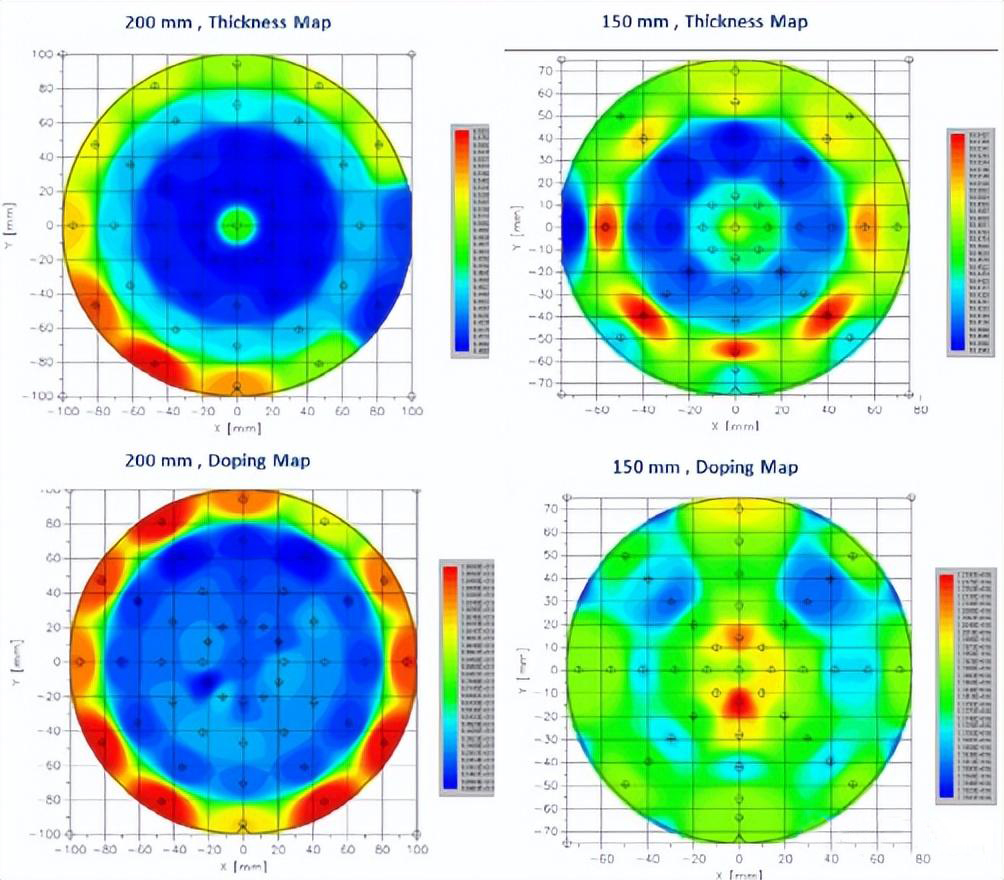
Za raziskavo gostote napak epitaksialno gojenih rezin smo uporabili kandelo. Kot je prikazano na sliki. Skupne gostote napak 5 so bile le 1,43 cm-2 in 3,06 cm-2 dosežene na 150 mm oziroma 200 mm vzorcih. Skupna razpoložljiva površina (TUA) po epitaksiji je bila torej izračunana na 97 % oziroma 92 % za 150 mm oziroma 200 mm vzorce. Omeniti velja, da so bili ti rezultati doseženi šele po nekaj potekih in jih je mogoče še izboljšati s fino nastavitvijo procesnih parametrov.
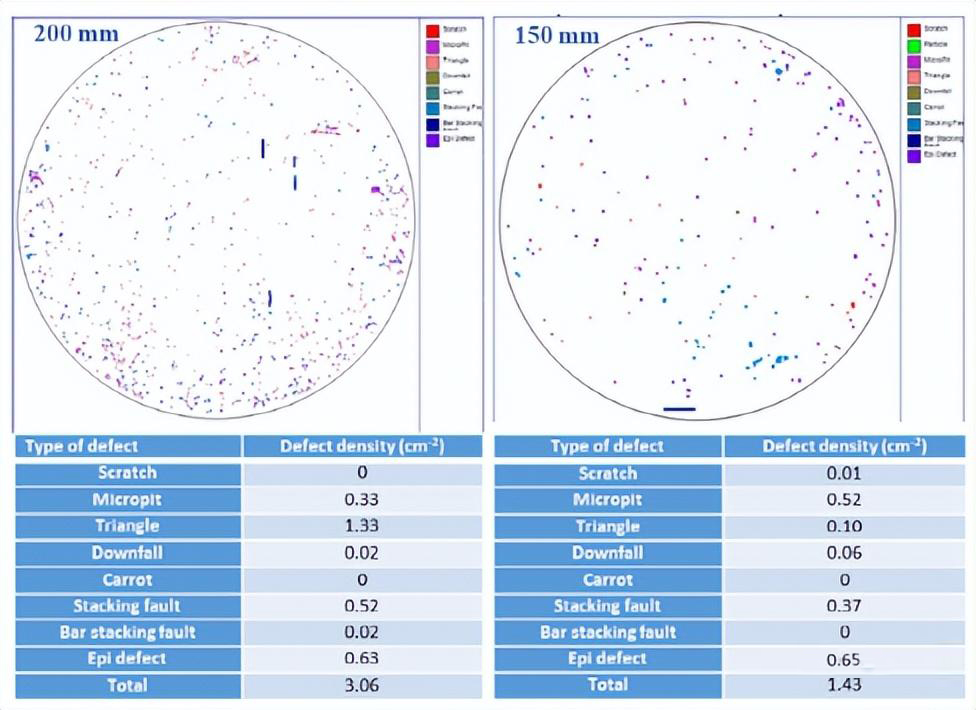
Slika 5 Zemljevidi napak Candela 6 μm debelih 200 mm (levo) in 150 mm (desno) epiwaferjev, gojenih s PE1O8.
Zaključek
Ta članek predstavlja na novo zasnovan CVD reaktor PE1O8 z vročimi stenami in njegovo sposobnost izvajanja enakomerne epitaksije 4H-SiC na 200 mm substratih. Preliminarni rezultati na 200 mm so zelo obetavni, z variacijami debeline le 2,1 % na površini vzorca in variacijami učinkovitosti dopinga le 3,3 % na površini vzorca. TUA po epitaksiji je bil izračunan na 97 % oziroma 92 % za 150 mm oziroma 200 mm vzorce, TUA za 200 mm pa naj bi se v prihodnosti izboljšal z višjo kakovostjo substrata. Glede na to, da tukaj navedeni rezultati na 200 mm substratih temeljijo na nekaj nizih testov, verjamemo, da bo mogoče rezultate, ki so že blizu najsodobnejšim rezultatom na 150 mm vzorcih, še izboljšati z natančno prilagajanje parametrov rasti.